To prawda, istnieje pewna liczba niechcianych lub tragicznych metali (Cu, Sn, Sb, As), które dostają się do strumienia recyklingu z, na przykład, karoserii, które są zmielone na złom bez usuwania całego okablowania miedzianego lub cyny powlekane puszki stalowe. Antymon i arsen mają tendencję do wkradania się z pierwotnych źródeł żelaza o niskiej jakości i niskich kosztach.
Odpowiedź na pytanie brzmi „nie”. Stal z recyklingu miesza się możliwie równomiernie z różnych źródeł, mierzy się jej skład, a następnie w razie potrzeby dodaje się czyste żelazo, aby rozcieńczyć metale trampowe do dopuszczalnych poziomów w celu odsprzedaży lub dalszej obróbki, np. Uzyskania określonego gatunku stali dla określonego produktu lub aplikacja. Stale nierdzewne i inne gatunki wysokostopowe znane w czasie recyklingu są przetwarzane osobno ze względu na wartość Ni, Cr itp.
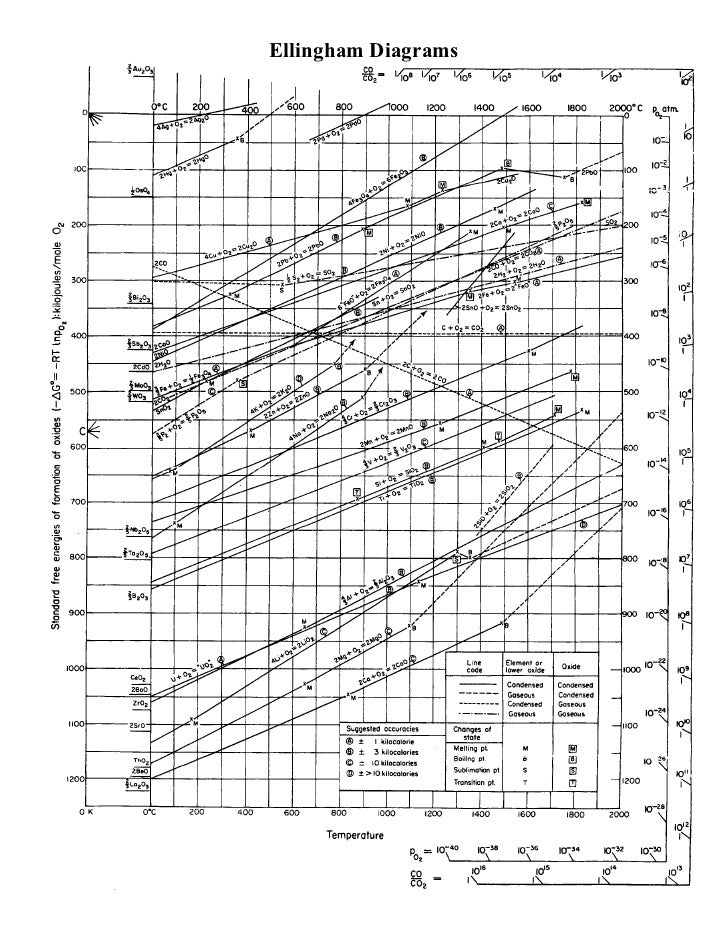
Ponowne przetwarzanie żelaza w celu usunięcia elementów trampowych jest obecnie nieopłacalne, więc po prostu w ogóle nie jest zrobione. Dwie książki wspominają ten proces jako regularny i ekonomiczny: ( minerały, metale i zrównoważony rozwój: zaspokajanie przyszłych potrzeb materiałowych , s. 284, zaczynając od „rozcieńczenia”) oraz ( produkcja stali: procesy, produkty i pozostałości, zaczynając od p. 104, czytaj, dopóki nie jest to już istotne). Powodem, dla którego jest to nieekonomiczne, jest to, że pierwiastki trampowe reagują słabiej z tlenem niż żelazo w stałej temperaturze, więc usunięcie ich przez utlenienie wymagałoby najpierw utlenienia całego żelaza. Powodem tego jest termodynamika, która opiera się na fakcie, że spośród reakcji konkurencyjnych, te z największym spadkiem energii swobodnej przechodzą praktycznie do końca, zanim jeszcze inne reakcje nawet się rozpoczną, szczególnie z dużymi różnicami w energii swobodnej między reakcjami konkurującymi. Aby określić, które reakcje mają największe spadki, można zastosować diagram Ellinghama.
Na poniższym schemacie Ellinghama oś pozioma to temperatura, oś pionowa to zmiana energii swobodnej Gibbsa. Linie przebiegające wzdłuż schematu pod różnymi kątami odpowiadają zmianom swobodnej energii spowodowanym reakcjami utleniania pierwiastków tlenem w funkcji temperatury. W naszym przypadku diagram można odczytać, wybierając interesującą temperaturę i czytając od dołu, aby znaleźć pierwszy pierwiastek reagujący z tlenem. Na przykład, jeśli mamy stal z Fe, Mn, Sn i Cu, możemy zauważyć, że przy 1000 K to Mn, Fe (do FeO), Sn i Cu są rzędu największego do najmniejszego spadku darmowej energii.
To prawda, że temperatura będąca przedmiotem zainteresowania jest bliższa 1900 K (powyżej temperatury topnienia żelaza), ale ogólne trendy każdej funkcji zmiany energii swobodnej Gibbsa są kontynuowane po prawej stronie na schemacie, a żelazo pozostaje poniżej elementów trampowych Cu, Sn, As i Sb w praktycznych temperaturach i prawdopodobnie do ich odpowiednich temperatur wrzenia. W rezultacie usunięcie włóczęgów z Fe wymagałoby najpierw skutecznego utlenienia całego żelaza. A ponieważ Sn, Sb, As i Cu są słabo rozpuszczalne w żelazie, wymagają one oddzielenia poprzez reakcję chemiczną.
Rozpuszczalność włóczęgów można zobaczyć na ich diagramach fazowych z żelazem, o których poniżej zamieściłem Sb-Fe. Wykres przedstawia temperaturę względem składu, przy czym każdy ciągły obszar 2D składa się albo z jednej fazy, albo z mieszaniny dwóch faz po lewej i prawej stronie, które są w równowadze w tej kombinacji temperatury i składu. W lewym dolnym rogu widzimy, że dla małych ilości Sb i temperatury pokojowej istnieje ciągły region, który w tym przypadku oznacza pojedynczą fazę lub alfa-Fe (rodzaj, który znamy). Ponieważ Sb jest obecny i jest w jednej fazie, musi zostać rozpuszczony w żelazie. To samo dotyczy, z różnym nasileniem, innych włóczęgów.
(źródło: himikatus.ru )
Jak zauważył Chris H, istnieje również pytanie, kiedy kontrolowane są inne pierwiastki stopowe. Zasadniczo dodatek stopu jest kontrolowany tak blisko zestalania, jak to możliwe, aby zminimalizować straty stopu.
Złom jest topiony luzem w elektrycznym piecu łukowym. Jeśli strumień złomu jest wystarczająco wymieszany, stężenie trampu można oszacować na podstawie wcześniejszego użycia, a żelazo pierwotne dodaje się przed analizą chemiczną w celu skompensowania oszacowania. Masa jest następnie topiona, tlen jest usuwany przez dodanie pierwiastków u dołu schematu Ellinghama, szczególnie Ca i Al, a stopiony metal jest przenoszony do jednej lub więcej dobrze izolowanych kadzi. Ca i Al szybko reagują z tlenem rozpuszczonym w stopie, tworząc żużel tlenkowy o niskiej gęstości, który unosi się i jest usuwany mechanicznie. Po tym procesie pobiera się chemię, a jeśli włóczęgi zostaną wystarczająco rozcieńczone, metal przenosi się do kadzi. Jeśli nie, dodaje się wystarczającą ilość żelaza pierwotnego, aby rozcieńczyć stopiony materiał.
W kadzi dodaje się dodatkowe pierwiastki stopowe. Nie są one dodawane wcześniej ze względu na schemat Ellinghama: większość pierwiastków stopowych, w tym Mn, Mo, Cr, V, C itp., Ma większą swobodną stratę energii niż Fe, a zatem reaguje pierwsza. Innymi słowy, znikną. Aby uniknąć kosztownego blaknięcia dodatku stopu, dodaje się je tak blisko procesu zestalania, jak to możliwe. Dodatkowo, usuwając najpierw tlen za pomocą Al i Ca, w żelazie jest mniej tlenu rozpuszczonego w reakcji z droższymi pierwiastkami stopowymi. W kadzi występuje bardzo niewielka turbulencja interfejsu ciecz-atmosfera, więc dyfuzja nowego tlenu do ciekłego żelaza jest stosunkowo powolna. Oczywiście jest jeszcze limit czasu, a zbyt długie trzymanie kadzi spowoduje blaknięcie stopu. Po dodaniu stopu sprawdzana jest chemia, a następnie nalewana jest kadzi.
Edytowane w celu dodania źródeł. Edytowane w celu dodania dyskusji na temat kontroli stopu.